
ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ПЛАСТИНЧАСТОГО ТЕПЛООБМІННИКА
- Для проведення технічного обслуговування пластинчастого теплообмінника потрібно 1 або 2 людини, які вивчили інструкцію на теплообмінник і склали іспит на знання правил безпеки з розписом у відповідному журналі.
- Технічне обслуговування теплообмінника полягає в:
- періодичному огляді на відсутність витоків води
- періодичному очищенню різьблення стягувальних шпильок і змащуванню їх безкислотним мастилом
- перевірці працездатності теплообмінника
- розбирання теплообмінника (за потреби)
- чищення і промивання теплообмінних пластин (за необхідності)
- заміні гумових прокладок (за необхідності)
- складання теплообмінника.
- Періодичність технічного обслуговування теплообмінника встановлюється споживачем залежно від конкретних умов експлуатації.
- Рекомендована періодичність технічних обслуговувань теплообмінника:
- на працездатність – 1 раз на рік
- на теплову продуктивність після хімічного або механічного очищення, але не рідше 1 разу на 5 років
- огляд і очищення різьби – 1 раз на три місяці
- Критерієм для ухвалення рішення про необхідність чищення теплообмінних пластин слугує зниження теплової продуктивності та підвищення гідравлічного опору теплообмінника. Для цього необхідно визначити падіння тиску в каналах теплообмінника і порівняти із зазначеними в паспорті.
Якщо, ΔРОПРЕД ≤ 1,2 теплообмінник перебуває в робочому стані. ΔРПАСПОРТ Якщо, ΔРОПРЕД > 1,2 теплообмінник рекомендується почистити. - Будь-які види робіт з теплообмінником: технічне обслуговування теплообмінника, ремонт теплообмінника, модернізація тощо мають виконуватися згідно з правилами техніки безпеки. Перед будь-якими діями теплообмінник має бути зупинений.
Розбирання теплообмінника.
- За наявності сильного забруднення або в разі необхідності скорочення часу рекомендується проводити очищення теплообмінника з його розбиранням.
- Провести зупинку теплообмінника.
- Якщо теплообмінник гарячий, почекайте поки він не охолоне до 400С.
- Оглянути ковзаючі поверхні верхньої та нижньої напрямної балки і змастіть їх.
- Очистити і змастити стяжні шпильки.
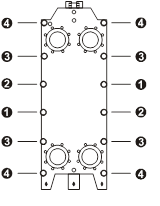
- Зробити маркування набору пластин зовні, провівши фарбою діагональну смугу (див. рис. 1).

Рис. 1. Нанесіть діагональну смугу на пакет пластин перед розбиранням теплообмінника - Виміряти і записати розмір “а” (див. рис. 1)
- Від’єднати трубопроводи від натискної плити так, щоб можна було її відсунути і осушити теплообмінник.
- Демонтувати стяжні шпильки в такій послідовності:
- 4 стяжні шпильки (1-2-3-4) (див. рис. 2) зазвичай забезпечені опорними підшипниками. Вони довші за інші шпильки і використовуються для попередньої стяжки пакета пластин.

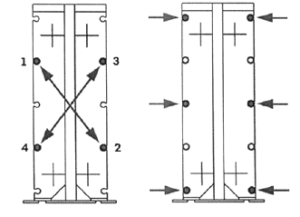
Рис. 2 Схема демонтажу стяжних шпильок. 
Рис.3 Правильний порядок розкриття пластинчастого теплообмінника з контролем допустимого перекосу натискної плити. - розкрутіть усі стяжні шпильки, крім шпильок попередньої стяжки, і демонтуйте їх.
- послабити шпильки 1-2 і 3-4, розташовані на протилежних сторонах і діагонально. Не допускайте того, щоб перекіс притискної плити був більшим за 10 мм по ширині (1-3/2-4) і більшим за 20 мм по діагоналі (1-2/3-4) (див. мал. 3)..
- коли всі стяжні шпильки демонтовані, відсуньте притискну плиту. Тепер окремі пластини доступні для огляду та обслуговування.
- 4 стяжні шпильки (1-2-3-4) (див. рис. 2) зазвичай забезпечені опорними підшипниками. Вони довші за інші шпильки і використовуються для попередньої стяжки пакета пластин.
- У разі необхідності зафіксувати натискну плиту від зісковзування (нагадуємо, що пластинчастий розбірний теплообмінник складається з нерухомої плити і рухомої притискної плити, яку можна переміщати уздовж напрямних теплообмінника).
- Для того, щоб не травмувати руки об гострі краї під час обробки пластин, завжди слід одягати захисні рукавички.
- Відокремити пластини одна від одної, не порушуючи при цьому їхнього положення і цілісності прокладок.
- Якщо очищення буде проводитися тільки водою, тобто без застосування засобів для чищення, то знімати пластини не обов’язково.
- Якщо пластини потрібно пронумерувати, то зробіть це перед тим, як їх знімати.
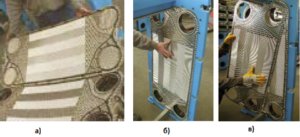
- Щоб зняти пластину, необхідно відсунути її нижню частину в бік притискної плити так, щоб вона відійшла від нижньої напрямної балки. Потім відвести її вбік і вийняти (див. рис. 4)
- Рекомендуємо знімати пластини тільки по одній. Є небезпека поранення.
- Під час виконання робіт з обслуговування та ремонту демонтовані пластини обробляти і складувати тільки в положенні лежачи. Складувати один на одного не більше 60 пластин.

Здійснюємо ремонт і обслуговування пластинчастих теплообмінників по всій Україні
Для замовлення даної послуги Ви можете зателефонувати нам або заповнити форму зворотного зв’язку на сайті.
8. Порядок промивання при видаленні карбонатних відкладень (солей магнію і кальцію):
Тверді відкладення (накип) на стінках теплообмінного обладнання є результатом кристалізації розчинених у воді, що підігрівається, солей, здебільшого солей жорсткості. Зустрічаються й інші солі, а також речовини органічного походження, особливо коли вода, що підігрівається, береться з відкритих водойм. Усі ці відкладення істотно знижують теплопередачу стінок теплообмінних поверхонь (пластин) теплообмінних апаратів, а отже, температуру води на виході. За товщини шару накипу 0,1-0,2 мм уже помітно знижується теплопередача через стінки теплообмінних пластин, покритих накипом, і, отже, температура на кордонах внутрішніх поверхонь пластин зростає, тобто знижується теплова енергія, передана підігріваючій воді, а отже, кількість виробленого тепла. Для підтримки заданої температури на виході котла доводиться спалювати більше палива. При цьому підвищується температура зовнішніх стінок трубок котла, що призводить до передчасного виходу їх з ладу. На малюнку наведено залежність, у відсотках від норми, перевитрати (перепалу) палива від товщини шару накипу.

З графіка на малюнку видно, що навіть товщина шару накипу 0,1-0,2 мм підвищує витрату пального відповідно на 1,5-3%, а за товщини накипу 1 мм – до 7%.
Утворені відкладення (накип) на пластинах теплообмінного апарату мають високий термічний опір (низьку теплопровідність). Їх наявність призводить до зниження коефіцієнта теплопередачі в теплообміннику. Як наслідок змінюються кінцеві температури робочих середовищ, а через зниження прохідного перерізу в каналах теплообмінника зростає його гідроопір (за фіксованих витрат робочих середовищ). Вартість експлуатації забрудненого теплообмінника зростає, оскільки зростає кількість енергії, необхідної для перекачування рідин через нього. Для збереження величини переданого теплового потоку кількість рідин, що перекачуються, доводиться збільшувати. Наприклад, у тепломережах з тарифами, що залежать від витрати теплоносія і температури “обратки”, забруднення теплообмінника призводить до зростання вартості комунальних послуг. Зміна температури обратки призводить до зниження ККД котлів, перепалу палива.
Для зниження інтенсивності випадання забруднень на теплопередавальній поверхні експлуатуючими організаціями можуть і повинні вживати заходів з очищення робочих середовищ (установлення фільтрів, як механічних, так і магнітних, на трубопроводах, що подають; електрична, хімічна очистка), заходів зі зниження схильності забруднень до осадження на пластинах (наприклад, магнітна обробка води). Точне дотримання температурних режимів за допомогою регуляторів температури також сприяє зниженню інтенсивності випадання забруднень.
Але все ж таки всі ці заходи, навіть якщо вони застосовуються, що на практиці буває далеко не завжди, лише знижують інтенсивність росту відкладень на пластинах, але не припиняють його повністю.
Забруднений теплообмінник, експлуатаційні характеристики якого стають незадовільними, слід очищати від забруднень.
Залежно від типу теплообмінника способи очищення можуть бути різними. Так, для нерозбірних теплообмінників (зварених, паяних) можливе тільки хімічне очищення поверхні теплообміну (промивання), а для розбірних апаратів як хімічне, так і механічне.
Для проведення якісного відмивання поверхні теплообміну мийний розчин і технологія відмивання мають бути в кожному конкретному випадку індивідуально підібрані залежно від хімскладу відмиваних відкладень (забруднень). Під час використання мийного розчину необхідно переконатися, що він не буде негативно впливати на матеріали теплообмінних пластин, прокладок (для розбірного апарата) і корпусу теплообмінного апарата.
8.1 Очищення поверхонь пластини може бути механічним (теплообмінник розбирають, пластини очищають неметалевими щітками) і хімічним (теплообмінник не розбирають, забезпечується циркуляція мийних розчинів через теплообмінник).
8.2 Порядок механічного очищення пластин
– Чищення пластин механічним способом проводити за розібраного теплообмінника щітками з матеріалів, які не ушкоджують поверхню пластин і прокладок.
![]() НЕ МОЖНА ПРОВОДИТИ ОЧИЩЕННЯ СТАЛЕВИМИ ЩІТКАМИ.
НЕ МОЖНА ПРОВОДИТИ ОЧИЩЕННЯ СТАЛЕВИМИ ЩІТКАМИ.
– Якщо відкладення в теплообміннику можна видалити тільки водою, то знімати пластини з теплообмінника не обов’язково (див. рис. 5).
– Після видалення відкладень за допомогою щітки і проточної води слід прополоскати пластини струменем води під тиском.
– Якщо відкладення в теплообміннику дуже сильні й не видаляються водою та щіткою, то слід занурити пластини теплообмінника в хімічну ванну.

Рекомендації щодо вибору засобів для чищення:
|
– Після відмочування пластин слід видалити відкладень за допомогою щітки і проточної води та прополоскати пластини струменем води під тиском.
– Під час виконання робіт з мийними установками високого тиску необхідно дотримуватися такої відстані до пластини, щоб не вибити струменем води прокладку з канавки.
– Кислоти, луги, каустична сода можуть спричинити серйозні ураження слизової оболонки. Тому з їхніми розчинами слід поводитися з великою обережністю. Завжди користуйтеся захисними окулярами та гумовими рукавичками.
8.3 Порядок хімічного промивання теплообмінника
– Хімічна промивка проводиться для видалення забруднень, які не можна видалити простим збільшенням швидкості потоку води. При цьому не проводиться розбирання теплообмінника. Промивання проводиться шляхом прокачування через забруднений канал мийного розчину. Забруднення виводяться шляхом їх розчинення, яке посилюється механічною дією турбулентного потоку. Кількість мийного розчину залежить від конструкції теплообмінника і ого обв’язки і приблизно дорівнює потрійному об’єму теплообмінника з трубопровідною обв’язкою і арматурою.
– Провести зупинку теплообмінника.
– Від’єднати трубопроводи від натискної плити.
– Для проведення якісного відмивання поверхні теплообміну мийний розчин і технологія відмивання мають бути в кожному конкретному випадку індивідуально підібрані залежно від хімічного складу відмивних відкладень (забруднень). Під час використання мийного розчину необхідно переконатися, що він не буде негативно впливати на матеріали теплообмінних пластин і ущільнювальних прокладок. Для приготування мийного розчину необхідно використовувати воду без вмісту іонів хлору або з їх низькою концентрацією, а також з низьким вмістом солей жорсткості.
![]() ПІД ЧАС РОБОТИ З КИСЛОТОЮ АБО ЛУГОМ НЕОБХІДНО КОРИСТУВАТИСЯ ГУМОВИМИ РУКАВИЦЯМИ ТА ЗАХИСНИМИ ОКУЛЯРАМИ.
ПІД ЧАС РОБОТИ З КИСЛОТОЮ АБО ЛУГОМ НЕОБХІДНО КОРИСТУВАТИСЯ ГУМОВИМИ РУКАВИЦЯМИ ТА ЗАХИСНИМИ ОКУЛЯРАМИ.
![]() У процесі відмивання слід стежити за концентрацією мийних розчинів за допомогою хімреактивів або лакмусового паперу. Якщо в процесі відмивання концентрація мийних розчинів знижується, її слід доводити до початкового рівня. Якщо в процесі відмивання концентрація мийних розчинів не змінюється, це свідчить про припинення хімічних реакцій і закінчення процесу відмивання.
У процесі відмивання слід стежити за концентрацією мийних розчинів за допомогою хімреактивів або лакмусового паперу. Якщо в процесі відмивання концентрація мийних розчинів знижується, її слід доводити до початкового рівня. Якщо в процесі відмивання концентрація мийних розчинів не змінюється, це свідчить про припинення хімічних реакцій і закінчення процесу відмивання.
Порядок промивання при видаленні протеїнових або масляних відкладень:– злити робочі рідини; – негайно після зливу робочих середовищ промити теплообмінник великою кількістю води; – промити теплообмінник 2-4% розчином каустичної соди за температури 80-85 0С (не більше). Розчин повинен циркулювати через теплообмінник не менше 10 хвилин. У разі необхідності тривалість циркуляції слід збільшити; – промити теплообмінник великою кількістю води; – промыть теплообменник 0,5% раствором азотной кислоты при температуре 60-65 0С (не более). Раствор должен циркулировать через теплообменник не более 15 минут. Азотная кислота неблагоприятно воздействует на прокладки. Вместо раствора азотной кислоты рекомендуется использовать 5-10 % раствор ортофосфорной кислоты при температуре 80-85 0С (не более). Длительность циркуляции раствора ортофосфорной кислоты не ограничена; – промити теплообмінник великою кількістю води до повного відмивання кислоти з теплообмінника, прилеглих трубопроводів і обладнання. |
Порядок промивання при видаленні карбонатних відкладень (солей магнію і кальцію):– промыть теплообменник 5-10 % раствором ортофосфорной кислоты. Возможна отмывка при циркуляции раствора комнатной температуры, но лучшие результаты будут получены при использовании раствора температурой 80-85 0С (не более). Обычно достаточно 1,5 – 2-х часов для хорошей отмывки теплообменных пластин. Если циркуляцию осуществить сложно, удовлетворительные результаты можно получить, если залить теплообменник 5-10 % раствором ортофосфорной кислоты и оставить на 8-10 часов; – промити теплообмінник великою кількістю води до повного відмивання кислоти з теплообмінника, прилеглих трубопроводів і обладнання. |
9. Заміна прокладок
– Провести зупинку теплообмінника.
– Від’єднати трубопроводи від натискної плити так, щоб можна було її відсунути для демонтажу пластин.
– Розтиснути теплообмінник рівномірно, не допускаючи перекосу натискної плити, відпустивши стяжні шпильки за схемою затягування.
– Відсунути натискну плиту, відокремити пластини одна від одної.
– Якщо потрібен невеликий ремонт ущільнення (ущільнення, що частково від’єдналося), то під час ремонту можна не демонтувати пластину й усунути неполадки безпосередньо перед складанням.
– Якщо необхідна заміна ущільнень, то слід демонтувати пластини.
– Видалити прокладку, що стала непридатною.
– Перед встановленням нового ущільнення необхідно ретельно очистити канавку ущільнення тупим предметом (пластик або дерево – у жодному разі не метал), не пошкоджуючи водночас поверхню металу.
– Якщо прокладку фіксують на пластині безклейовим способом, то її можна легко замінити. Для цього спеціально передбачені потовщення на прокладці вставляються у відповідні отвори на пластині (див. мал. 6).

Порядок заміни прокладок, що фіксуються за допомогою клею:
- Очистити пластини від залишків старого клею. Використовуваний при цьому розчинник не повинен містити хлор. Невеликі залишки клею, міцно з’єднані з поверхнею в канавці ущільнювача, можуть бути залишені. Вони є хорошою основою для нового ущільнення.
- Канавку і прокладку ретельно очищають від мастила та інших речовин, що містять жирові включення, за допомогою ганчірки і розчинника, наприклад ацетону. Після цього пластину і ущільнення слід просушити або витерти насухо за допомогою неворсистої серветки або паперу.
- Під час роботи з розчинниками та клеєм необхідно дотримуватися вимог техніки безпеки та правил пожежної безпеки. Необхідно забезпечити достатню вентиляцію.
- Для приклеювання ущільнень використовується клей, який не містить хлористих сполук, наприклад, поліхлорпропілену, неопрену або інших речовин, які можуть впливати на матеріал пластин.
- Клей накладається за допомогою маленького плоского пензлика на ті частини ущільнювальної канавки пластини, де буде знаходитися гумове ущільнення. Ці частини канавки ущільнювача зазвичай легко впізнати, оскільки вони відрізняються за кольором через залишки старого клею.
- Потім на пластину встановлюється ущільнення.
- Коли клей просох протягом приблизно 30 секунд (час залежить від кількості клею і ступеня його розведення), гумове ущільнення вдавлюється в канавку на пластині, що полегшує монтаж.
- Деякі типорозміри пластин, окрім канавки, мають видавлений язичок кріплення, в який також вставляються ущільнення. Ця операція виконується за допомогою викрутки (див. рис. 7)

- Пластини із заміненими ущільненнями складуються на рівній поверхні одна на одну. Максимально 60 пластин. Штабель накривається пластиною без ущільнення і фіксується зверху рівною плитою або іншим вантажем.
- Після затвердіння клею його залишки слід видалити з канавки тупим дерев’яним або пластиковим предметом.
- Після цього ущільнення слід посипати тальком. Це робиться для того, щоб надалі пластини не злипалися одна з одною.
- Пластини готові для встановлення в апарат
![]() Під час заміни окремих прокладок нові прокладки зазнають додаткового тиску і їхній термін служби, відповідно, зменшується. Тому ми рекомендуємо міняти всі прокладки в апараті одночасно.
Під час заміни окремих прокладок нові прокладки зазнають додаткового тиску і їхній термін служби, відповідно, зменшується. Тому ми рекомендуємо міняти всі прокладки в апараті одночасно.
10. Складання теплообмінника
– Перевірити чистоту всіх пластин і ущільнень. Навіть незначні сторонні частинки на ущільненнях можуть призвести до витоків і внутрішніх перетоків теплоносіїв.
– Переконатися в чистоті кілець ущільнювачів і фасонних гумових ущільнень у штуцерах приєднання.
– Очистити і злегка змастити верхню напрямну балку.
– Очищенные пластины навесить в порядке обратном разборке теплообменника согласно п.п 7.7. и Приложения 3. При этом обратить внимание на первую и последнюю пластины (см. рис. 8а) у основной и нажимной плит, а также у промежуточных плит (в многоходовых аппаратах). Уплотнение первой пластины направлено к основной плите (см. рис. 18б). Каждая следующая пластина поворачивается на 1800 (см. рис. 18в). Нанесённая краской полоса на пакет пластин перед разборкой даёт возможность дополнительного контроля. Кроме того должен соблюдаться сквозной сотовый рисунок снаружи пакета пластин (см. рис. 9).

– Маленькі теплообмінники можна збирати в положенні лежачи (див. рис. 10).
– Натискну плиту повільно і рівномірно присунути до пакета пластин.
– Спочатку вставити змащені стягнуті стяжні шпильки 1-2-3-4 (див. рис. 11).
– Затягнути гайки з боку основної плити.
– Рівномірно стягнути шпильки на протилежних сторонах і по діагоналі (1-2 і 3-4) (див. рис. 11).
– У процесі стиснення пакета контролюйте розмір “а” під час затягування кожної шпильки. Перекіс натискної плити не повинен перевищувати 10 мм за шириною (1-3/4-2) і 20 мм за діагоналлю (1-2/3-4) (див. мал. 11).
– Після затягування пакета розміру “а”, виміряний за різними шпильками, не повинен відрізнятися більш ніж на 2 мм.
– Після того як пакет пластин стягнуто стяжними шпильками 1-4 до розміру “а” (розмір перед розкриттям теплообмінника), необхідно вставити інші шпильки і затягнути до розміру “а”.

– У разі повної заміни ущільнень або пластин пакет пластин необхідно стягувати до розміру “а-max”.
– Якщо розмір “а” не досягнуто або перевищено, необхідно перевірити кількість пластин. Крім цього необхідно перевірити стяжні шпильки на прохідність різьблення.
– Якщо в процесі опресування теплообмінника тиском виявлено нещільності, то необхідно поетапно підтягувати пакет пластин до досягнення розміру “a-min”.
![]() НІ В ЯКОМУ РАЗІ НЕ МОЖНА ПЕРЕВИЩУВАТИ РОЗМІР “a-min”. Інакше може бути пошкоджено профіль пластин і теплообмінник не зможе бути надалі надійно ущільнений.
НІ В ЯКОМУ РАЗІ НЕ МОЖНА ПЕРЕВИЩУВАТИ РОЗМІР “a-min”. Інакше може бути пошкоджено профіль пластин і теплообмінник не зможе бути надалі надійно ущільнений.
11. Гідравлічне випробування теплообмінника.
– Гидравлическое испытание теплообменника на плотность и прочность проводится водой с температурой от +5ОС до +40ОС. Разность температур стенок теплообменника и окружающего воздуха не должна вызывать выпадение влаги на поверхности стенок.
– У кожну порожнину окремо подають пробний тиск, але не більш як 0,6 МПа (6 кгс/см2) і витримують протягом 10 хв, водночас іншу порожнину залишають із відкритими штуцерами для контролю перетікання всередині теплообмінника.
– Потім в обидві порожнини теплообмінника подати воду під випробувальним тиском протягом 15 хвилин, а потім знизити тиск до значення робочого тиску.
– Величину випробувального тиску Р визначають за формулою:
Р=1,25РР[σ]20/[σ]t,
де РР – розрахунковий тиск у каналах теплообмінника, МПа;
[σ]20, [σ]t– допустимі напруження для матеріалу деталей теплообмінника відповідно за 20ОС і за розрахункової температури, МПа.
Примітка: Допускається визначення випробувального тиску згідно зі співвідношенням:
Р=1,3 РР.
– Під час випробування зміну тиску починають контролювати після 10 хвилин після його подачі. Тиск у теплообміннику необхідно змінювати плавно. Швидкість підняття або опускання тиску не повинна перевищувати 0,1 МПа на хвилину.
– Вимірювання тиску має проводитися за повіреними манометрами класу точності не менше 2,5 за ГОСТ 2405-80.
– Теплообмінник вважається таким, що витримав випробування, якщо не виявлено:
- падіння тиску за манометром;
- перетоків рідини між порожнинами;
- течі через прокладки;
- протікання і запотівання в зварних з’єднаннях штуцерів і на основному металі натискних плит теплообмінника.
– У разі виявлення дефектів викликати представника підприємства-виробника для їх усунення.
Last Updated on by Микола Фролкин
